ESW: परिचय, सेटअप और अनुप्रयोग
इस लेख को पढ़ने के बाद आप इस बारे में जानेंगे: - 1. इलेक्ट्रोस्लैग वेल्डिंग (ESW) का परिचय 2. इलेक्ट्रोस्लैग वेल्डिंग (ESW) के लिए आवश्यक सामग्री 3. इलेक्ट्रिकल सर्किट और एक सेटअप 4. जमा दरें 5. वेल्ड संयुक्त डिजाइन 6. वेल्ड संरचना गुण 7. अनुप्रयोग।
इलेक्ट्रोस्लैग वेल्डिंग का परिचय:
इलेक्ट्रोस्लैग वेल्डिंग एक एकल पास द्वारा मोटे काम के टुकड़ों को जोड़ने के लिए एक फ्यूजन वेल्डिंग प्रक्रिया है। यह प्रक्रिया एक चाप वेल्डिंग प्रक्रिया नहीं है, हालांकि अधिकांश सेटअप सामान्य चाप वेल्डिंग प्रक्रियाओं के समान है और इस प्रक्रिया को आरंभ करने के लिए arcing की आवश्यकता होती है और प्रक्रिया स्थिरता में गड़बड़ी होने पर बाद में भी हो सकती है।
पिघले हुए स्लैग के माध्यम से धारा के प्रवाह के कारण गर्मी उत्पन्न होती है जो आर्क प्रतिरोध को बदलने के लिए आवश्यक प्रतिरोध प्रदान करती है। इस प्रक्रिया में ऐसी विशेषताएं हैं जो कास्टिंग प्रक्रियाओं से मिलती जुलती हैं, लेकिन इसमें मोल्ड दीवार के दोनों किनारों को पिघला हुआ अतिरिक्त धातु मिलाया जाता है। अधिकांश मामलों में प्रक्रिया की एक विशेषता इसकी ऊर्ध्वाधर अपवाह है। यह काम की मोटाई के आधार पर एक या अधिक इलेक्ट्रोड को नियोजित कर सकता है।
1951 में इस प्रक्रिया के आविष्कार का श्रेय पाटन वेल्डिंग इंस्टीट्यूट, कीव (USSR) और वेल्डिंग रिसर्च इंस्टीट्यूट, ब्रातिस्लावा (चेकोस्लोवाकिया) को दिए गए कुछ खास घटनाक्रमों को दिया जाता है। वर्तमान में इस प्रक्रिया का उपयोग दबाव-वाहिकाओं, टरबाइन आवरण, मशीन फ्रेम आदि जैसे मोटी दीवारों वाले घटकों को वेल्डिंग के लिए दुनिया भर में किया जाता है।
यह प्रक्रिया बहु-रन वेल्ड से जुड़ी समस्याओं को समाप्त करती है और उच्च वेल्डिंग गति और कोणीय विरूपण के बिना किफायती वेल्ड की ओर ले जाती है। मोटाई की कोई ऊपरी सीमा नहीं है जिसे इस प्रक्रिया द्वारा वेल्ड किया जा सकता है, हालांकि 50 मिमी आमतौर पर किफायती संचालन के लिए निचली सीमा है।
हालांकि कच्चा लोहा, एल्यूमीनियम, मैग्नीशियम, तांबा, टाइटेनियम, आदि सभी को इस प्रक्रिया से वेल्ड किया जा सकता है, लेकिन स्टील फैब्रिकेटर प्रमुख उपयोगकर्ता हैं। इलेक्ट्रोस्लैग वेल्डिंग द्वारा वेल्डेड स्टील्स में कार्बन और कम मिश्र धातु स्टील्स, उच्च मिश्र धातु स्टील्स, पहनने और जंग प्रतिरोधी स्टील्स शामिल हो सकते हैं।
इलेक्ट्रोस्लैग वेल्डिंग के लिए आवश्यक सामग्री:
कार्य सामग्री के अलावा अन्य उपभोग्य सामग्रियों की आवश्यकता होती है इलेक्ट्रोड तार और फ्लक्स। वेल्ड धातु की संरचना को नियंत्रित करने के लिए वेल्डिंग उपभोग्य सामग्रियों का प्रभावी ढंग से उपयोग किया जा सकता है और इसलिए इसके यांत्रिक और धातुकर्म गुण हैं।
1. इलेक्ट्रोड:
आम तौर पर दो प्रकार के इलेक्ट्रोड अर्थात, ठोस और धातु-कोर, नियोजित होते हैं। हालांकि ठोस इलेक्ट्रोड धातु-कोर वाले इलेक्ट्रोड हैं, जो कोर में मिश्र धातु जोड़ (जैसे, फेरो-मैंगनीज, फेरो-सिलिकॉन, आदि) के माध्यम से मिश्र धातु स्टील्स के लिए भराव धातु संरचना के समायोजन की अनुमति देते हैं और पिघले हुए स्नान में प्रवाह को फिर से भरने में मदद करते हैं। ।
कार्बन स्टील्स और HSLA स्टील्स के इलेक्ट्रोस्लैग वेल्डिंग में आमतौर पर बेस मेटल की तुलना में कम तार होते हैं। यह 0-35% तक कार्बन युक्त स्टील्स की वेल्ड धातु में दरार को रोकता है। हालांकि वेल्डिंग के लिए उपयोग किए जाने वाले इलेक्ट्रोड तार ।हो स्टील्स आमतौर पर आधार धातु संरचना से मेल खाते हैं। मिश्र धातु स्टील्स में इलेक्ट्रोस्लैग वेल्ड आमतौर पर वेल्ड धातु और एचएजेड में वांछित गुणों को प्राप्त करने के लिए गर्मी का इलाज किया जाता है और मिलान इलेक्ट्रोड तार संरचना वेल्ड के विभिन्न हिस्सों से इस तरह के उपचार के लिए समान प्रतिक्रिया सुनिश्चित करता है।
इलेक्ट्रोस्लैग स्क्वायर बढ़त की तैयारी के कारण स्वागत करता है आमतौर पर उच्च कमजोर पड़ने 25 और 50% के बीच होता है। इलेक्ट्रोड तार के मिलान के साथ, यह इलेक्ट्रोड से धातु के रूप में बहुत अधिक परिणाम नहीं है और पिघला हुआ आधार धातु मिश्रण पूरी तरह से लगभग एक समान रासायनिक संरचना प्रदान करने के लिए है।
F.SW के लिए इलेक्ट्रोड तार आमतौर पर 1.6 और 4.0 मिमी व्यास के बीच होते हैं; हालाँकि, 2.4 और 3.2 मिमी के व्यास वाले तार अधिक लोकप्रिय हैं। इन तारों को स्पूल रूप में स्पूल के रूप में आपूर्ति की जाती है, जो आकार में भिन्न होते हैं और अधिकतम 350 किलोग्राम तक वजन करते हैं; लेकिन सबसे लोकप्रिय पैकिंग का वजन लगभग 25 किलो है।
2. प्रवाह:
फ्लक्स शायद ESW की सबसे महत्वपूर्ण उपभोज्य सामग्री है। अपनी पिघली हुई अवस्था में यह विद्युत ऊर्जा को ऊष्मा ऊर्जा में बदल देता है जो इलेक्ट्रोड तार और आधार धातु को वेल्ड जोड़ बनाने में मदद करता है। वातावरण से पिघली हुई वेल्ड धातु की रक्षा करना और एक स्थिर संचालन सुनिश्चित करना भी आवश्यक है।
बिजली के संचालन के लिए इसकी पिघली हुई अवस्था में फ्लक्स की आवश्यकता होती है, लेकिन साथ ही इसे वेल्डिंग के लिए पर्याप्त गर्मी पैदा करने के लिए इसके प्रवाह के लिए पर्याप्त प्रतिरोध की पेशकश करनी चाहिए। यदि प्रतिरोध आवश्यकता से कम है तो इसका परिणाम होता है। स्लैग में इष्टतम चिपचिपापन भी होना चाहिए अर्थात अच्छे परिसंचरण में बाधा उत्पन्न करने के लिए यह बहुत मोटा नहीं होना चाहिए और स्लैग को शामिल करने के लिए और न ही बहुत अधिक रिसाव के कारण पतला होना चाहिए।
फ्लक्स का गलनांक बेस मेटल के ठीक नीचे होना चाहिए और इसके उबलते बिंदु को अनुचित नुकसान से बचाने के लिए ऑपरेटिंग तापमान से ऊपर होना चाहिए जो ऑपरेटिंग विशेषताओं पर हानिकारक प्रभाव डाल सकता है। वेल्डिंग स्टील्स के लिए ऑपरेटिंग तापमान लगभग 1650 डिग्री सेल्सियस है। पिघला हुआ प्रवाह बेस धातु के लिए काफी निष्क्रिय होना चाहिए और वेल्डिंग स्थितियों की एक विस्तृत श्रृंखला पर स्थिर होना चाहिए।
ईएसडब्ल्यू फ्लक्स के प्रमुख घटक कैल्शियम फ्लोराइड के अतिरिक्त के साथ सिलिकॉन, मैंगनीज, टाइटेनियम, कैल्शियम, मैग्नीशियम और एल्यूमीनियम के जटिल ऑक्साइड हैं।
रिसाव से नुकसान की उपेक्षा, उपयोग की जाने वाली फ्लक्स की मात्रा प्रत्येक 100 किलोग्राम धातु के लिए लगभग 5 से 10 किलोग्राम है। प्लेट मोटी नेस या वेल्ड लंबाई में वृद्धि के साथ फ्लक्स की खपत कम हो जाती है जो धातु के जमा होने वाले लगभग 100 किलोग्राम प्रति 1.5 किलोग्राम तक कम हो जाती है। एक अन्य सन्निकटन संयुक्त ऊंचाई के ऊर्ध्वाधर मीटर प्रति 350 ग्राम प्रवाह के बारे में है।
ईएसडब्ल्यू के लिए आमतौर पर दो प्रकार के फ्लक्स का उपयोग किया जाता है। एक को प्रारंभिक प्रवाह और दूसरे को एक प्रवाह कहा जाता है। शुरुआती प्रवाह को इतना डिज़ाइन किया गया है कि वह ESW प्रक्रिया को जल्दी से स्थिर कर सके; इसमें कम गलनांक और उच्च चिपचिपाहट होती है। यह जल्दी से पिघल जाता है और आसान शुरुआत को सुविधाजनक बनाने के लिए सॉंप सतह को मिटा देता है।
यह अत्यधिक प्रवाहकीय है और जल्दी से उच्च गर्मी उत्पन्न करता है। इस प्रवाह की थोड़ी मात्रा का उपयोग प्रक्रिया शुरू करने के लिए किया जाता है। यह नाबदान के बिना प्रक्रिया शुरू करने में मदद कर सकता है। रनिंग या ऑपरेटिंग फ्लक्स को वांछित विद्युत विश्लेषण प्राप्त करने के लिए सही विद्युत चालकता, स्नान तापमान और चिपचिपाहट प्राप्त करने के लिए ऑपरेटिंग मापदंडों के बीच उचित संतुलन प्रदान करने के लिए डिज़ाइन किया गया है। एक चल प्रवाह शर्तों की एक विस्तृत श्रृंखला पर काम कर सकता है।
कार्बन और HSLA स्टील्स के ESW के लिए ठोस इलेक्ट्रोड तीन वर्गों अर्थात मध्यम मैंगनीज (लगभग 1% Mn), उच्च मैंगनीज (लगभग 2% Mn) और विशेष वर्गों में विभाजित हैं। ESW फ्लक्स को एक विशेष इलेक्ट्रोड और निर्दिष्ट आधार धातु के साथ किए गए एक वेल्ड जमा के यांत्रिक गुणों के आधार पर वर्गीकृत किया जाता है।
फ्लक्स की संरचना निर्माता के विवेक पर छोड़ दी जाती है लेकिन वेल्ड धातु के लिए तन्य शक्ति के दो स्तर निर्दिष्ट किए गए हैं: 415-550 एमपीए और 485-655 एमपीए; एक न्यूनतम क्रूरता की आवश्यकता को भी पूरा करना है। कम कार्बन संरचनात्मक स्टील की वेल्डिंग के लिए एक विशिष्ट प्रवाह मुख्य घटक के लिए एक मामूली विश्लेषण होगा जैसा कि तालिका 11.1 में दिखाया गया है।

सीएएफ 2 का जोड़ चिपचिपाहट कम करता है और पिघला हुआ लावा की विद्युत चालकता में सुधार करता है।
इलेक्ट्रिकल सर्किट और ESW के लिए एक सेटअप:
ESW प्रक्रिया के लिए विद्युत सर्किटरी चित्र 11.5 (ए) में दिखाया गया है और सेटअप के लिए संगत योजनाबद्ध आंकड़ा 11.5 (बी) में दिखाया गया है।


इलेक्ट्रोसलैग वेल्डिंग की जमा दरें:
इलेक्ट्रोस्लैग वेल्डिंग प्रक्रिया की जमा दरें किसी भी कार्य को करने के लिए उपयोग की जाने वाली किसी भी प्रक्रिया के लिए उच्चतम हैं। अंजीर। 11.11, 2.4 मिमी और 3.2 मिमी व्यास इलेक्ट्रोड तारों के लिए वेल्डिंग वर्तमान से प्रभावित के रूप में बयान दरों को दर्शाता है।

उपयोग किए जाने वाले इलेक्ट्रोड की संख्या भी ईएसडब्ल्यू में जमाव दर को प्रभावित करने वाला एक महत्वपूर्ण कारक है और यह इलेक्ट्रोड के लगभग 16 - 20 किलोग्राम / घंटा है। तीन इलेक्ट्रोड 45 - 60 किलोग्राम / घंटा वेल्ड धातु का उपयोग करके भारी मोटाई के साथ काम के लिए जमा किया जा सकता है। 30 मिमी की संयुक्त रिक्ति का उपयोग करके वेल्डिंग की दर अंजीर में दिखाई गई है। 11.12। 75 से 300 मिमी की मोटाई भिन्नता वाली भारी प्लेटों को 60 से 120 सेमी / घंटा की गति से अलग किया जाता है।

इलेक्ट्रोलग वेल्डिंग के लिए वेल्ड संयुक्त डिजाइन:
ESW प्रक्रिया द्वारा वेल्ड किए जाने वाले मुख्य प्रकार के बट में बट, पट्टिका, कॉमर, संक्रमण, टी-संयुक्त और क्रॉस वेल्ड शामिल हैं जैसा कि चित्र 11.13 में दिखाया गया है; हालांकि, विशेष रूप से डिज़ाइन किए गए बनाए रखने वाले जूते बट, कोने और टी-जोड़ों के अलावा अन्य जोड़ों के लिए आवश्यक हैं। कुछ विशिष्ट इलेक्ट्रोस्लैग वेल्डेड सीम चित्र 11.14 में दिखाए गए हैं।


बढ़त की तैयारी और फिट-अप:
इलेक्ट्रोस्लैग वेल्डिंग के लिए एज तैयारी चाप वेल्डिंग की तुलना में बहुत सरल है और अधिकांश मामलों में केवल वर्ग किनारों के साथ प्लेटों को काटने की आवश्यकता होती है। 200 मिमी तक की मोटाई के लिए यह ऑक्सी-एसिटिलीन फ्लेम कटिंग मशीनों द्वारा किया जा सकता है। चूंकि इलेक्ट्रोस्लैग वेल्डिंग गहरी पैठ पैदा करता है, कट किनारों की चिकनाई बहुत कम महत्व रखती है; बिना किसी खांचे के 2-3 मिमी गहरी नाली वाली नाली को आसानी से समायोजित किया जा सकता है। हालांकि, मोटे वर्गों में ऐसे खांचे, जिन्हें स्कैलोप्स कहा जाता है, अक्सर गहराई में बढ़ते हैं और जिससे लौ-कट किनारों के मशीनिंग की आवश्यकता होती है।
ईएसडब्ल्यू के लिए फिट-अप भागों के लिए, उपयोग आम तौर पर अंजीर में दिखाए गए प्रकारों के यू-क्लैंप से बना होता है। ये संयुक्त के पीछे की तरफ वेल्डेड होते हैं। यू-आकार के क्लैम्प्स को तांबे के बनाए रखने वाले ब्लॉकों के एक निर्बाध गति प्रदान करने के लिए या निष्क्रिय गाड़ी के मार्ग के लिए नियोजित किया जाता है। कभी-कभी यू-क्लैम्प्स को पट्टियों द्वारा प्रतिस्थापित किया जा सकता है जो कि वेल्डिंग सिर के दृष्टिकोण के रूप में हथौड़ा झटका या गैस काटने वाली मशाल के साथ हटा दिए जाते हैं।

ESW के लिए फिट-अप भागों के लिए, डिज़ाइन किए गए अंतराल को बनाए रखना आवश्यक है। हालांकि, यह आम तौर पर स्वीकार किया जाता है कि डिजाइन अंतर और फिट-अप अंतर के बीच अंतर है। डिज़ाइन अंतर को अक्सर एक ग्रहण की गई मात्रा माना जाता है जिसका उपयोग समाप्त वेल्ड के आयामों की गणना करने के लिए किया जाता है और यह जमा धातु के संकोचन की मात्रा से फिट-अप अंतराल से कम है। फिट-अप गैप वेल्डिंग के लिए इकट्ठे फ्यूजन चेहरों के बीच की दूरी है।
यह समान रूप से एक ही जोड़ की लंबाई के साथ बदलता रहता है। आम तौर पर यह सीम के साथ ऊपर की ओर बढ़ने पर संयुक्त लंबाई के प्रत्येक मीटर के लिए 2 - 5 मिमी बढ़ जाता है। फिट-अप गैप के साथ इतना समायोजित, वेल्डिंग और संकुचन के बाद वास्तविक अंतर संयुक्त की पूरी लंबाई के साथ एक समान हो जाता है और डिजाइन-गैप के बराबर होता है। डिज़ाइन और फिट-अप अंतराल के सुझाए गए मान तालिका 11.3 और अंजीर में दिए गए हैं। 11.16 ईएसडब्ल्यू के लिए एक विशिष्ट फिट-अप दिखाता है।


ESW के लिए चर के कुछ सुझाए गए सेट को सारणी 11 में प्रस्तुत किया गया है।

वेल्ड संरचना और इलेक्ट्रोस्लाग वेल्डिंग के गुण:
इलेक्ट्रोस्लैग वेल्डिंग मुख्य रूप से वेल्डिंग स्टील्स के लिए उपयोग किया जाता है हालांकि क्यू एंड टी (बुझती और टेम्पर्ड) स्टील्स आमतौर पर इस प्रक्रिया में शामिल नहीं होते हैं। तत्काल वेल्ड क्षेत्र में प्राप्त तापमान लगभग 1925 डिग्री सेल्सियस है। लंबे समय तक थर्मल चक्र के साथ इस उच्च तापमान के परिणामस्वरूप वेल्ड धातु संरचना होती है जिसमें स्तंभ पूर्व ठोसकरण पैटर्न के साथ बड़े पूर्ववर्ती अनाज होते हैं जिसमें मोटे अनाज होते हैं जो तैयार उत्पाद में भंगुर भाग पैदा करते हैं।
आमतौर पर धीमी गति से ठंडा करने के बाद काम की सामग्री के कम परिवर्तन तापमान से लगभग 40 डिग्री सेल्सियस तक गर्म करके वेल्ड धातु को सामान्य करना वांछनीय है। यह कार्बन और निम्न मिश्र धातु स्टील्स के गुणों में बहुत सुधार करता है विशेष रूप से भंगुर अस्थिभंग दीक्षा और प्रसार के लिए उनका प्रतिरोध।
इन-वेल्डेड स्थिति में निर्मित अवशिष्ट तनाव पैटर्न चित्र 11.17 में दिखाए गए अनुसार काफी अनुकूल हैं। आम तौर पर इस तरह के अधिकांश वेल्ड (एकल पास में संयुक्त नाली) के समरूपता के कारण ई 5 डब्ल्यू जोड़ों में कोई कोणीय विकृति उत्पन्न नहीं होती है। स्टील वेल्ड की तन्यता ताकत 380 एमपीए से लेकर 420 एमपीए तक है।

Electroslag वेल्डिंग (ESW) के अनुप्रयोग:
ईएसडब्ल्यू प्रक्रिया के आवेदन के मुख्य क्षेत्रों में संरचनात्मक, मशीनरी, जहाजों, दबाव वाहिकाओं और कास्टिंग की वेल्डिंग शामिल है।
विभिन्न प्रकार की मोटाई में शामिल होने के लिए संक्रमण प्रकार बट वेल्ड की वेल्डिंग एक सामान्य संरचनात्मक ईएसडब्ल्यू अनुप्रयोग है। इस क्षेत्र में एक और व्यापक उपयोग बॉक्स कॉलम और विस्तृत flanges में स्ट्रेनर्स की वेल्डिंग है; इन सभी मामलों में स्ट्रैटनर वेल्ड एक टी-संयुक्त होगा।
बड़े, व्यापक निकला हुआ किनारा मुस्कराते हुए ईएसडब्ल्यू का एक और प्रभावशाली अनुप्रयोग है और अभी भी ईएसडब्ल्यू का एक और सामान्य उपयोग फ्लैंग्स का स्पिलिंग है, अर्थात्, एक ही मोटाई की प्लेटों का बट वेल्डिंग।
मशीनरी निर्माण में, भारी और बड़ी प्लेटों की आवश्यकता वाले बड़े प्रेस और मशीन टूल्स का निर्माण ESW की मदद से किया जाता है। विशेष अनुप्रयोगों में भट्ठों, गियर खाली, मोटर फ्रेम, प्रेस फ्रेम, टरबाइन रिंग, कोल्हू निकायों और रोलर्स के लिए रिम्स शामिल हैं।
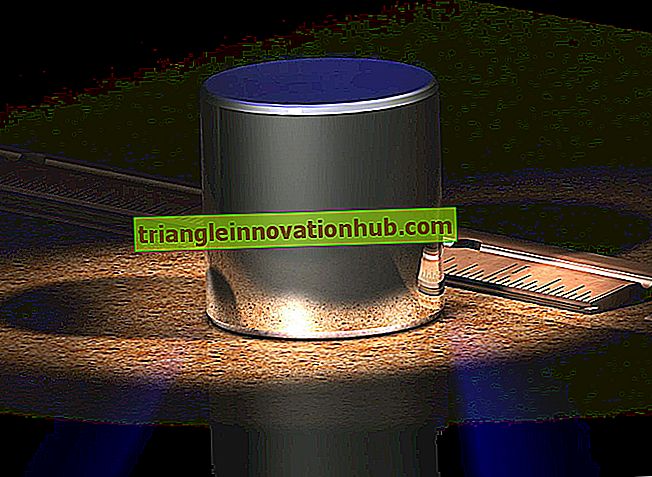
अंजीर में दिखाए गए बड़े आकार के बोना ब्लॉक। 11.18 का उपयोग प्रेस में उच्च शक्ति धातुओं के काम करने के लिए किया जाता है, विशेष रूप से टाइटेनियम क्योंकि यह प्रेसिंग की आयामी सटीकता को बढ़ाता है। एक बोना ब्लॉक 1800 मीटर ऊंचा टेट्राहेड्रल प्रिज्म है और इसका वजन लगभग 140 टन है।

यह मिश्र धातु के तीन फोर्जिंग (0.25 C - Cr - 3 Ni - Mo - V) स्टील को वेल्डिंग करके बनाया गया है। एक बो ब्लॉक का आकार, आकार और वजन वेल्डेड जोड़ों में वांछित यांत्रिक गुणों को सुरक्षित करने के लिए वेल्डिंग के बाद फोर्जिंग की अनुमति नहीं देता है। इसलिए, यह चित्र 11.19 में दिखाए गए अनुसार विस्तृत गर्मी उपचार चक्र द्वारा प्राप्त किया गया है।

इलेक्ट्रोस्लाग वेल्डिंग रासायनिक, पेट्रोलियम, समुद्री और बिजली पैदा करने वाले उद्योगों के लिए मोटी दीवारों वाले दबाव वाले जहाजों के निर्माण में लोकप्रिय है, लेकिन इस अनुप्रयोग में पोस्ट-वेल्ड उपचार अनिवार्य है जो पायदान की नम्रता को बहाल करने के लिए होता है जो अक्सर धीमी गति से चलने वाले शीतलन चक्र के कारण खो जाता है HAZ में।
ईएसडब्ल्यू का उपयोग मोटी दीवारों वाली शाखाओं को शाखा पाइप कनेक्शन बनाने के लिए भी किया जाता है और जहाजों को उठाने वाले वेल्ड को वेल्ड करने के लिए भी किया जाता है।
ईएसडब्ल्यू की आकर्षक विशेषता यह है कि विरूपण का अनुमान लगाया जा सकता है और इसके लिए जिम्मेदार हो सकता है। इसने विशेष रूप से जहाज निर्माण के लिए इसे लोकप्रिय बना दिया है जहां बड़े टैंकरों के पतवार में ऊर्ध्वाधर जोड़ों को सफलतापूर्वक वेल्डेड किया गया है।
लागत को कम करने और गुणवत्ता में सुधार करने के लिए कई बड़े और कठिन कलाकारों को छोटे, उच्च गुणवत्ता वाली इकाइयों में उत्पादित किया जाता है और फिर इलेक्ट्रोस्लैग वेल्ड किया जाता है। कास्टिंग और इलेक्ट्रोस्लैग वेल्ड की धातु संबंधी विशेषताएं समान हैं, दोनों समान संरचनाओं और गुणों के परिणामस्वरूप एक समान तरीके से पोस्ट-वेल्ड गर्मी उपचार का जवाब देते हैं।